
弊社はロール製作と硬質クロムめっきのトータルサプライヤーです。
今回は硬質クロムめっきの特徴の一つでもある再めっき(リペア)が可能ということについてご紹介します。
その他の特徴が知りたい方はこちらの記事をご覧ください。
目次
- クロムめっきとは
- 再めっきとは
- 再めっきの注意点
- 再めっき例
クロムめっきとは

クロム金属は硬く耐摩耗に優れるだけでなく、耐食性も良いため、必要な部位にのみ機能を持たせることが可能で、機能の優れた高価な素材を使わなくても硬質クロムめっきを行うことで機能を十分に発揮することができます。
しかしながら、優れた皮膜とはいえ外部からのダメージや使用環境の影響を受けると傷がついたり、腐食が起きたりします。
そこで再めっき(リペア)により新しい皮膜を形成することで部品の寿命を延ばすという方法があります。
再めっきとは
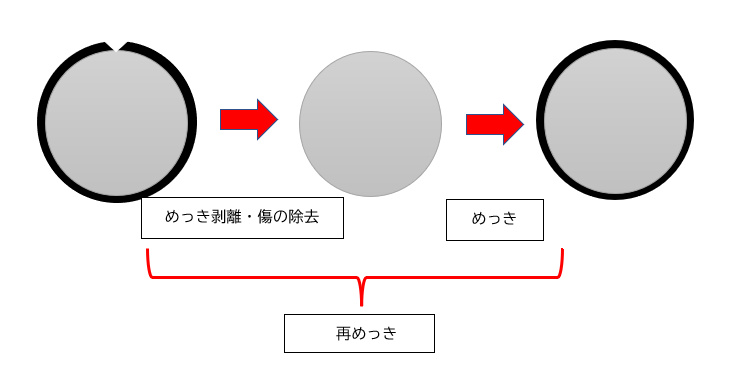
再めっきとは傷ついたり、腐食しているクロムめっき表面を取り除いた後でもう一度めっきをおこない素材表面に新たなクロム皮膜を形成することです。
クロムめっきは素材表面に形成された皮膜のため、古い皮膜を除去さえすれば何度も素材表面に新しい皮膜を形成することが可能です。
そのため、定期的に再めっきをおこなうことにより部品の寿命を長持ちさせることが可能です。
部品を新たに購入することに比べると圧倒的に安価で納期も早いです。
また溶接とは異なりめっきの場合は浴温50度前後の熱しかかからないので、熱による素材変形の心配もいりません。
※ただし、脱水素のためのベーキング処理が必要な場合は150~200度程度の熱をかけます。
めっきを除去する方法は、研削または酸剥離が一般的ですが、材質や修理工程により最適な方法を選択しています。
再めっきの注意点
再めっきには以下の注意点があります。
母材寸法が小さくなる
傷が母材にまで到達していたり、腐食がかなり進行していると母材をかなり削る必要が出てくるのでその分寸法が小径になる可能があります。そのため、再めっきを繰り返せば繰り返す程寸法が徐々に小さくなってしまいます。
寸法はめっき厚みを調整することで復元は可能ですが、めっき厚が多くなれば再めっき時のコストや使用時のダメージによるめっき剥離のリスクが上がります。
腐食具合によっては穴だらけになる
長らく部品を使用しているとめっきの下では母材の腐食が進んでいて穴だらけになっている場合があります。クロムめっきには穴を埋める特性がないため、穴があるとピンホールの原因になります。
腐食を研削により除去することができれば良いですが、腐食が進行したケースだと研削しても腐食を除去しきれない場合もあります。
穴自体は処置が可能ですが、修理費用が高額になってしまう可能性もあります。
予期せぬ不具合が起きる
修理だと新品の場合と比べてトラブルが起きるケースが多いです。特に図面のない場合だとクロムめっきの下地にNiめっきが施工されていたケースやアルミロールだと思っていたらカーボンロールだったこともあります。
めっきをおこなった会社によっては施工方法が異なっていたり、材質が異なるだけでも施工方法が変わるため、再めっきの際は予期せぬ不具合が起きることもご理解いただく必要があります。
めっきを剥離してから不具合が発生するケースはかなりあります。
再めっき例
再めっきのビフォーアフター例をご紹介します。
アルミロールの再めっきです。
再めっき前

ロール表面に多数の傷がついておりボコボコしています。
このロールはアルミガイドロールですが、下地が腐食したことで表面のクロムめっきが剥離して浮いてきたためにこのような状態になっています。
めっき剥離後

酸を使用して剥離をおこないました。
めっきがなくなり、アルミ母材の表面が露出して白っぽくなっています。
この状態では表面が荒れている状態のため、めっき前にバフで磨きます。
バフについては下記の記事をご覧ください。
再めっき後

再びロール表面にクロムめっきを施工し、その後バフで仕上げました。
ボコボコになっていた表面が嘘のようにきれいな状態に戻りました。
以上が再めっきの例でした。
今回は不具合のなかった例ですが、腐食が激しくバフ研磨だけでは除去しきれないケースもあります。
素地の腐食はめっき剝離後にしかわからないことのため、追加工が必要になる可能性があることも覚えておいてください。
以上です。
弊社はクロムめっきとロールのトータルサプライヤーです。
クロムめっきやロールに関する技術的な質問やお困りごとがあればお気軽にお問い合わせください。
☆☆☆ お気軽にご相談下さい!!! ☆☆☆
TEL :06-6939-4591
FAX:06-6939-1503
ホームページ :
技術サイト「クロムめっきとロールナビ」:

コメント